Comment travailler la machine de soudage automatique
La demande d'appareils semi-automatiques de soudage sur le marché des équipements de soudage continue de croître chaque année. Cela tient à leurs avantages évidents: coût abordable, large éventail de modes de fonctionnement, facilité de configuration et d’utilisation. Cependant, un maître débutant n'est pas toujours en mesure de comprendre comment utiliser correctement un système semi-automatique. La première chose que vous devez savoir, c'est l'appareil et le principe de fonctionnement de l'unité, ainsi que les recommandations de base pour le choix d'un fil à souder.
Le contenu
Dispositif et principe de fonctionnement du dispositif semi-automatique
Le but principal d'une machine de soudage semi-automatique est le soudage à l'arc avec l'utilisation d'une électrode de fusion, qui est soufflée avec un gaz protecteur. Le dispositif est utilisé pour assembler des aciers faiblement alliés et faiblement carbonés, des joints longs et intermittents.

Cet équipement est conçu pour fonctionner dans des zones fermées et bien ventilées à des températures de l'air comprises entre -10 ° C et + 40 ° C.
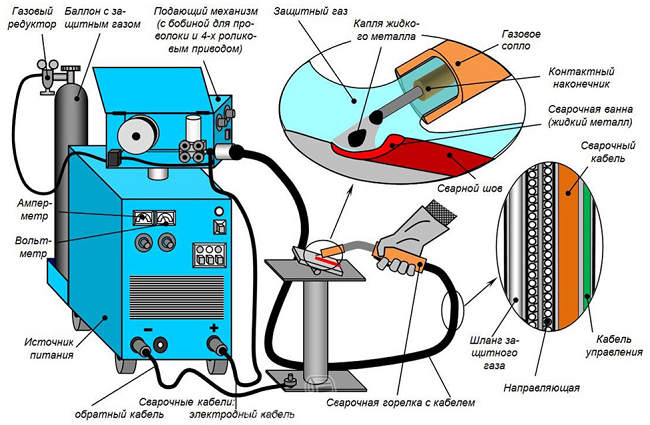
Le dispositif semi-automatique est constitué de éléments suivants:
- unité principale produisant le courant de soudage de la taille requise;
- unité d'alimentation en fil;
- une torche de soudage avec un câble connecté par lequel passe le câble d'alimentation, un tuyau à gaz, un câble de commande et un guide pour le fil électrode.
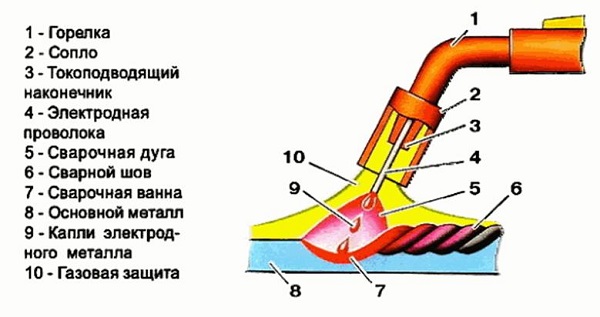
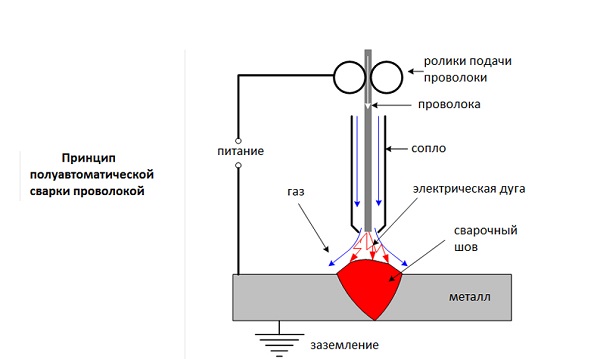
Le principe de fonctionnement de l'unité est comme suit. En appuyant sur le bouton de démarrage situé sur la poignée de la torche, l’alimentation en fil électrode (4), en courant et en gaz de protection à travers la buse (2) commence. Le courant vers le fil passe à travers la pointe conductrice (4). Au contact du métal de base, un arc électrique se forme qui commence à faire fondre l'électrode. Des gouttes de métal d'électrode, tombant sur le métal de base (8), forment une couture (6). Simultanément, le bain de soudage (7) est insufflé d'un gaz protecteur (10) qui empêche l'oxygène et l'azote de pénétrer dans l'air ambiant.Grâce à la protection contre les gaz, la soudure est durable et de haute qualité.
Le fonctionnement du dispositif semi-automatique est possible sans gaz de protection. Dans ce cas, un fil d'électrode avec un revêtement en poudre spécial est utilisé. À haute température, ce revêtement s'évapore et les gaz résultants jouent un rôle de protection pour le bain de soudure.
Sélection du fil d'électrode
Le fil d'électrode est un jeu d'enfant, sans lequel la machine à souder ne pourra pas fonctionner. Il est servi en utilisant un mécanisme spécial et remplit la fonction d'une électrode.
Pour le soudage semi-automatique, il existe deux groupes de matériaux de soudage:
- fil solide;
- fil électrode fourré.
Il existe plus de 76 types de la première variante, mais le plus souvent, seule une petite partie est utilisée. D'autres types d'équipements sont hautement spécialisés et sont utilisés dans la production. La principale chose à considérer lors du choix d'un fil est le type de métal à partir duquel la structure sera soudée. Le plus souvent, il est nécessaire de faire bouillir des aciers à faible teneur en carbone et faiblement alliés à l'aide de fils non revêtus de cuivre et de fils de cuivre.
Fil de cuivre est le plus populaire parmi les soudeurs en raison du revêtement anti-corrosion. Mais tout le monde ne sait pas que lors de la fusion du cuivre dans l'air, l'évaporation est nocive. Fil de cuivre est plus inoffensif et a un revêtement anti-corrosion.
Aussi utilisé sur semi-automatique fil fourrécela ne nécessite pas la présence de gaz protecteur pendant la cuisson. Le fil d'électrode a un marquage spécial, par exemple, tel que: SV-08G2S. Il est déchiffré comme suit:
- SV - fil soudé;
- 08 – signifie que la fraction massique de carbone dans la composition de l'outillage est de 0,08%;
- G - cette lettre indique le manganèse, qui est dans la composition du fil;
- 2 - le chiffre indique que la teneur en manganèse est de 2%;
- Avec - cette lettre indique la présence de silicium dans l’équipement, si après la lettre il n’ya pas de chiffre, il ne contient pas plus de 1%.
Ce qui suit est un tableau dans lequel les lettres des désignations de tous les additifs composant le fil de soudure sont décodées.
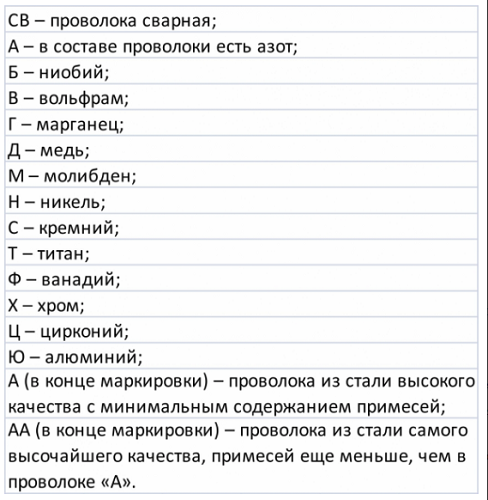
Par exemple, en utilisant le tableau, on peut déchiffrer le marquage CB-06Х21Н7БТ, ce qui signifie que: le fil de soudage a 0,06% de carbone, 21% de chrome et 7% de nickel; Le fil est allié à deux métaux, le niobium et le titane.
Pour le soudage aciers faiblement alliés (il s'agit de 90% du total des métaux), on utilise du fil 08G2S d'un diamètre de 0,6 mm. Il peut être utilisé aussi bien au quotidien que pour la réparation du corps. De plus, il peut être utilisé sur des unités avec un courant allant jusqu'à 500A. Pour le soudage des aciers inoxydables, utilisez la marque de fil Sv01H19N9. L'aluminium et le cuivre sont bouillis dans un milieu argon, ce qui correspond à la composition du fil. L'aluminium est bouilli avec les grades SV-97, CB-A85 et CB-AMts. Pour le soudage du cuivre, les marques de matériel d'occasion SV-97, CB-A85 et CB-AMts.
Le diamètre du fil d'électrode est choisi en fonction de l'épaisseur du métal soudé.
Règles de soudage semi-automatiques
Tout d’abord, lorsqu’on commence à travailler avec un appareil semi-automatique, les pièces destinées au raccordement doivent être bien nettoyé de la peinture et de la rouille. Nettoyez également l’endroit auquel sera attaché le clip de la masse.
Comment tenir un bruleur
Vous pouvez tenir le brûleur d'une main, mais la qualité de la couture sera meilleure si vous utilisez les deux. Une main sert de support, tandis que l'autre tient le brûleur.

Avec cette méthode, il est plus facile de contrôler l'angle et la distance du brûleur par rapport à la pièce à usiner, ainsi que d'effectuer les mouvements nécessaires pour former une soudure de haute qualité. Pour garder les mains libres, il vous faut utiliser un masque de soudurequi est fixé sur la tête.
L'angle idéal en mode semi-automatique n'existe pas. Habituellement, pour connecter les ébauches situées dans le même plan, l’inclinaison du brûleur (à partir de la position verticale) à 15-20 degrés est utilisée. Pour relier des pièces qui forment un angle, l’inclinaison de la torche est de 45 °. Avec l'expérience acquise, chaque soudeur choisit lui-même l'angle d'inclinaison de l'outil le plus adapté, en tenant compte de diverses situations.
Motion Burner
Pour la formation d'un joint de haute qualité, il existe de nombreux modes de déplacement de la torche.
- Pour les métaux de 1-2 mm d'épaisseur mouvement ondulé-zigzag appliqué. Ainsi, l’arc capture les deux feuilles de métal et n’a pas le temps de le brûler. En conséquence, la couture est scellée et durable.
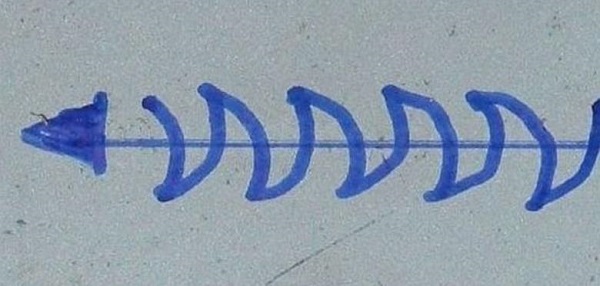
- Pour le soudage métaux de toute épaisseur appliquer une couture droite, en excluant tout mouvement latéral. Mais dans ce cas, l'opérateur doit avoir une certaine expérience pour que, lorsque la torche bouge, l'arc agisse de manière uniforme sur les deux pièces à assembler.
- Si le travail vient métal de moins de 1 mm d'épaisseur, il est nécessaire de réduire l'intensité du courant et la vitesse d'alimentation du fil, ainsi que d'utiliser un fil de plus petit diamètre. Le soudage doit avoir lieu par impulsions courtes, avec une pause d'environ 1 seconde entre elles. Une pause est nécessaire pour refroidir le métal et drainer les segments suivants dans une couture monolithique.
- Si accouplement détails longs et fins, puis le soudage est effectué avec des segments courts ou des points situés à une certaine distance. De plus, pour éviter la déformation des pièces, vous pouvez cuire en alternance, des segments courts, avec des extrémités différentes du segment correspondant.
Vitesse de soudage
Il s’agit de la vitesse de déplacement de l’arc électrique le long de l’interface des pièces et est contrôlée par l’opérateur du dispositif semi-automatique. La vitesse de déplacement de l'outil doit correspondre à la tension de l'arc, à la vitesse d'alimentation du fil, à l'épaisseur du métal et à la forme de couture souhaitée. À des vitesses de déplacement élevées du brûleur, de nombreuses pulvérisations se forment, le gaz protecteur reste dans le joint à durcissement rapide et provoque la formation de pores.Avec une vitesse de déplacement lente du brûleur, un arc électrique excessif se forme dans le matériau, ce qui peut le brûler. De plus, lors du raccordement de pièces massives formées couture épaisse. La figure suivante montre l'aspect des coutures à différentes vitesses de la torche.

Débit de gaz
L'alimentation en gaz devrait être suffisante pour fournir du fil à souffler. Avec un faible débit de gaz, le joint ne sera pas protégé de l'oxydation. Mais même à des débits élevés, la protection sera insuffisante en raison de turbulence. Tous ces écarts par rapport à la norme rendent le joint poreux et fragile. Par conséquent, il est très important de garantir une alimentation en gaz régulière, pour que le flux ne provoque pas de turbulences et protège pleinement le site de soudage.
Longueur de fil
Avant de toucher le métal, le fil doit sortir de la pointe de 6-13 mm. De cette valeur dépend résistance et température de cette pièce d'électrode. Plus la portée du fil est grande à partir de la pointe, plus la taille de l'arc sera petite. En conséquence, la couture est épaisse et étroite, avec une faible pénétration dans le métal.Si la longueur de l'outillage est réduite, la pénétration de l'arc dans le métal augmentera et la couture deviendra plus fine et plus large.
Polarité
Par polarité dans l'équipement de soudage, on entend la direction du courant dans son circuit. Avec une polarité directe, une charge négative est fournie au fil et une charge positive est appliquée à la pièce soudée. En inversion de polarité, l'inverse est vrai: le fil est un avantage et la pièce est un inconvénient.
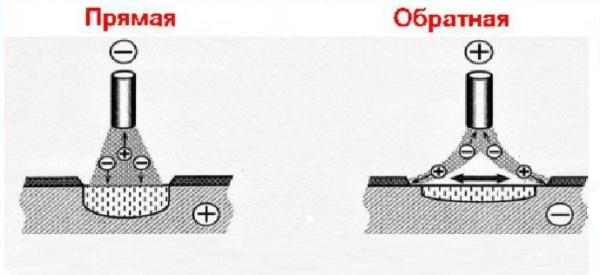
C'est important! Lorsque vous travaillez sans gaz de protection, le fil fourré utilise la méthode de la polarité directe et avec la polarité inverse du gaz.
Son lors du soudage
Écouter les sons de la soudure est important, surtout pour les débutants. Le son correct lors du soudage avec un appareil semi-automatique ressemble au son de la viande rôtie dans une casserole. Lorsque vous entendez un «sifflement-bourdonnement», cela signifie qu'il y a un équilibre entre les réglages actuels et les débits d'alimentation en fil et en gaz. Le changement de son lorsque l'appareil est en marche peut être affecté par:
- mauvais contact entre le serre-poids et la pièce;
- la présence de pulvérisation gelée sur la pointe du brûleur, empêchant le flux de gaz normal;
- mal nettoyé de la rouille ou de la peinture.
Mesures de sécurité au travail
Lors du travail avec le matériel de soudage, il est nécessaire de respecter les mesures de sécurité suivantes.
- Le soudeur doit protéger toutes les parties du corps contre les éclaboussures de métal chaud. Pour cela vêtements de travail usagéscouvrant étroitement les zones exposées du corps, ainsi que des gants de protection. Les vêtements doivent être faits d'un matériau dense capable de résister à la pénétration de projections chaudes. Les vêtements ne doivent en aucun cas être en fibres synthétiques qui, lorsqu'elles sont exposées à des températures élevées, commencent à fondre. De tels matériaux brûlent instantanément, ce qui peut causer des brûlures au soudeur.
- Les rayons ultraviolets durs étant générés pendant le soudage, il est nécessaire de protéger les yeux de celui-ci à l'aide masque avec verre teinté. Il n’ya pas si longtemps, des masques en verre «caméléon» sont apparus sur le marché et se sont assombris avec l’apparition d’une vive lumière. En outre, les autres parties du corps doivent être protégées des rayons ultraviolets.
- Les chaussures doivent être fermées pour empêcher les éclaboussures chaudes de tomber.
- La pièce où sont effectués les travaux de soudure doit avoir ventilation forcée ou naturelle (la présence de fenêtres pouvant être ouvertes). L'inhalation des vapeurs et de la fumée générées pendant le processus de soudage nuit à la santé humaine.
/rating_off.png)











