Lame de scie à ruban
Les scies à ruban pour le bois et le métal sont largement utilisées dans la production et les conditions de vie par les artisans. Le principal outil de coupe de ces unités est une scie à ruban, qui s'use avec le temps et doit être affûtée ou remplacée par une nouvelle. Vous devez savoir que non seulement la qualité du traitement des matériaux, mais également la productivité de l'unité dans son ensemble dépend du choix correct de la lame pour la scie à ruban.
Le contenu
Choisir une lame pour les scies à ruban métalliques
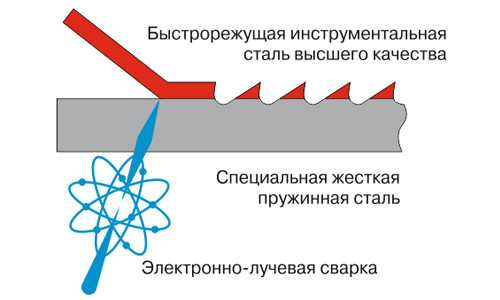
La lame de coupe pour ce type de scie est une bande avec un certain nombre de dents, soudée sous la forme d'une bague. La base de la bande est en acier à ressorts, qui présente des taux d'élasticité élevés.Un ruban en acier rapide est soudé à la base sur laquelle le fraisage des dents a lieu.
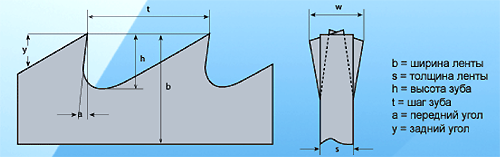
Chaque groupe a vu pour le métal et pas seulement a une étiquette. Par exemple, le marquage M42 20 x 0,9 x 2362, 8 / 12TPI, signifie:
- M42 - le matériau à partir duquel les dents de la bande sont fabriquées;
- 20 - cette valeur indique la largeur de la bande, mm;
- 0,9 - épaisseur de l'outillage, mm;
- 2362 - longueur d'un cercle de ruban de scie, mm;
- 8 / 12TPI - pas de dent sur la bande de scie, par pouce.
Les couteaux peuvent être fabriqués à partir de autres matériauxPar exemple, de M51, PQ, TSX et autres. Le M42 présente une résistance élevée à l'usure et une dureté de l'arête de 67–68 HRC. Par conséquent, des scies d'un tel matériau peuvent être utilisées pour couper de l'acier avec une dureté d'au plus 45 HRC. Les lames de scie M51 sont plus résistantes à l'usure par abrasion que celles mentionnées ci-dessus. La dureté des arêtes des incisives de ces scies est déjà égale à 68 HRC, grâce à laquelle cet acier inoxydable, ainsi que l'acier, se caractérisent par une résistance élevée et une résistance à la chaleur élevée. De plus, la scie à matériau M 51 permet de couper des billettes d’acier épais, c’est-à-dire des pièces de grande section.
Lors du choix de la scie à ruban, il convient de porter une attention particulière non seulement au matériau à partir duquel les couteaux sont fabriqués, mais également à leur pas,et aussi - la géométrie.
Pas de dent
C'est la distance entre les bords de deux incisives adjacentes.
Un grand pas charge plus fortement le moteur de l'unité et donne une mauvaise qualité de coupe. Le petit pas des incisives entraîne un sciage plus long, augmente les coûts en énergie, mais donne coupe nette avec une surface lisse.
Pour couper du matériau en feuille, des tuyaux (à paroi mince) et un profilé, vous devez choisir une lame avec un espacement minimal entre les éléments coupants (de 1 pouce). Mais si vous voulez couper une grosse billette métal solideIl est nécessaire d'installer la lame avec le plus grand pas des incisives. Plus les dents (par pouce) auront le gréement, plus la gorge qu'elles formeront sera profonde. De ce fait, la coupe est moins bouchée par des copeaux. En outre, un grand pas de denture sur l'outillage améliore les performances de l'unité.
Hauteur de la dent
La hauteur de l'outil est la distance entre le point le plus bas de la cavité entre les dents et le haut de l'élément coupant. En raison de la présence d'un creux les copeaux sont enlevésformé lors de la coupe de métal. La hauteur de la dent doit être suffisante pour que la cavité ne soit pas obstruée par des copeaux et que le processus de coupe se déroule sans difficulté.De plus, la hauteur insuffisante des dents provoque une surchauffe de la lame, ce qui peut provoquer des microfissures.
Angle de la dent avant
L'angle de coupe ou l'angle d'affûtage est responsable du degré d'engagement de la bande pour le matériau de la pièce. Le grand angle d'affûtage ne permet pas d'obtenir une précision élevée lors de la coupe du métal. Dans le même temps, un petit angle permet d’assurer une coupe de bonne qualité, mais réduit les performances de l’outil.
Choisir une lame pour scies à ruban sur bois
Tout d’abord, pour choisir la bonne lame pour la scie à ruban, vous devez vous pencher sur instructions pour votre machine. Il affichera tous les paramètres des scies à ruban pouvant être réglés sur ce modèle d’équipement (largeur maximale et minimale de la bande, ainsi que sa longueur). La longueur de la toile doit correspondre exactement à celle spécifiée dans le passeport de l'unité.
Largeur d'accrochage
La largeur de la bande est sélectionnée en fonction des opérations qui seront effectuées sur la machine. De plus, la largeur de la bande limite non seulement la largeur de la poulie, mais également son diamètre. Avec un petit diamètre de poulie, le large ruban monté dessus se cassera et finira par éclater. Par conséquent, pour chaque unité, la largeur de la capture est limitée.
Pour coupe droite utilisez habituellement des scies d’une largeur de 20 à 30 mm. Bien entendu, sur une machine circulaire, vous pouvez effectuer une coupe longitudinale plus rapidement et avec plus de précision. Mais il y a une restriction de hauteur, qui ne vaut pas plus de 80 mm. Sur les scies à ruban, il est possible de traiter des pièces d’une hauteur maximale de 200 mm et plus.
Mais la tâche principale des agrégats de bandes est coupe figurée. Le plus petit outillage pouvant être monté sur une scie à ruban est un ruban de 3 mm de large. Il coupe un cercle avec le même rayon.
Plus la largeur de la bande est grande, plus le rayon minimal pouvant être coupé est grand. Par exemple, une bande avec une largeur de rayon de coupe de 12 mm inférieure à 60 mm ne fonctionnera pas. Et pour une largeur de bande de 25 mm, le rayon minimum sera d'environ 100 mm.
En moyenne, la largeur de la lame doit être trois fois inférieure au rayon de coupe requis sur la pièce. Par conséquent, l'équipement est sélectionné en fonction des tâches.
Pas de dent
Indiqué par un nombre indiquant le nombre d'incisives par pouce. La valeur numérique du pas est mise avant l'abréviation TPI. Lors du choix d'une étape doit être considéré:
- Quelle est l'épaisseur de la pièce?
- Quelle est la dureté du matériau de la pièce?
- ce que vous voulez obtenir le bord net de la pièce après la coupe.
Afin de couper efficacement le plastique et le bois, le ruban doit avoir au moins trois couteaux par pouce. Plus les incisives auront un pouce, meilleure sera la coupe. Mais cela réduira le taux d'alimentation et diminuera la valeur limite de l'épaisseur de la pièce.
Par le pas des dents, les lames sont divisées en deux types: “sauter” et “régulier”. Type de chiffon "sauter" a un pas de 3 à 6 TPI. Entre les dents, il y a de la place pour une élimination efficace de la sciure de bois, car leur élimination médiocre réduit la qualité de la coupe. Type de toiles "régulières" a des dents, en forme de triangle. Ils sont placés sur l'équipement par incréments de 10 TPI et plus. Ce type de dents ne dispose pas de suffisamment d'espace pour éliminer rapidement les copeaux. En raison du plus grand nombre d'éléments coupants, couper une telle bande est assez propre. L'outillage peut être utilisé pour scier des ébauches de faible épaisseur et de matériaux durs.
Ces types de peintures présentent les caractéristiques suivantes.
- 3 TPI “sauter”. La toile est utilisée pour le sciage grossier du bois ayant plus épais. Snap produit le sciage le long des fibres. Pour améliorer au moins un peu la qualité de la coupe, vous pouvez étirer la bande au maximum sur la machine et réduire le taux d’alimentation.

- 4 TPI “sauter”. C'est un outil universel pour scier le long des fibres. Ce type de lame peut être scié dans la plupart des essences de bois, y compris blancs avec beaucoup de noeuds. S'il est bon de tirer la scie et de réduire l'alimentation, la qualité de la coupe sera proche de la finition.

- 6 TPI “sauter”. C'est un jeu d'enfant but général. Elle scie des ébauches jusqu’à 50 mm d’épaisseur (le long des fibres) et du bois en travers des fibres jusqu’à 150 mm d’épaisseur. Ces numéros sont indiqués pour les matériaux de sciage avec une alimentation normale dans la scie. Si l'alimentation est réduite, il est possible de traiter des pièces plus épaisses. Cette scie donne une qualité de coupe de finition et convient à presque tous les types de bois.

- 10 TPI "régulier". Les lames sont utilisées pour scier des matériaux en feuilles (panneaux de particules, contreplaqué, MDF, etc.), pour couper des métaux non ferreux et du plastique. Mais lors du traitement d'ébauches métalliques, il est nécessaire de réduire la vitesse de déplacement de l'outillage. Toutes les machines n'ont pas une telle opportunité.

- 14 TPI «régulier». Vous pouvez couper du contreplaqué, du MDF, des panneaux de particules et du plastique. Quant au bois naturel, son épaisseur ne devrait pas dépasser 25 mm. La coupe la plus propre de cette toile est obtenue avec taux d'alimentation minimum. En outre, cet outil peut couper des métaux mous à faible vitesse de la bande.

Forme de coupe
Les lames de courroie peuvent avoir les profils de dent suivants.
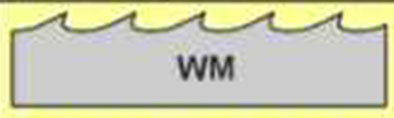
- WM. La plate-forme, qui a ce profil de coupe, est conçue pour scier des bois tendres et durs et est universel. Le profilé est utilisé sur des scies d'une largeur maximale de 50 mm.
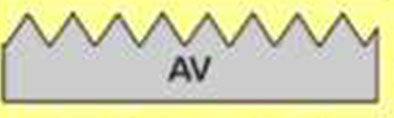
- AV. Profil de dents autorisé à manipuler avec du bois dury compris congelés. De plus, de telles scies peuvent produire une coupe transversale du matériau.
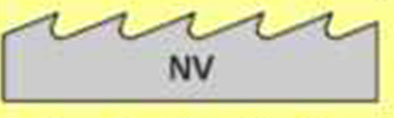
- NV. Il est appliqué sur des rubans jusqu’à 30 mm de large, qui peuvent être utilisés pour coupe de la figure toute espèce de bois.
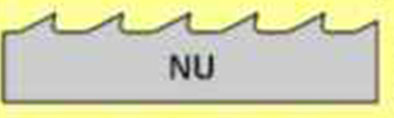
- Nu. Le profil a un grand creux. Utilisé pour le sciage bois tendre.
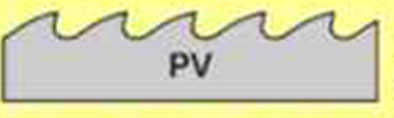
- PV. Ce profilé est utilisé sur une largeur d'outil supérieure à 50 mm. Grâce au profil PV, les scies ont une bonne stabilité lors du sciage de bois résineux.
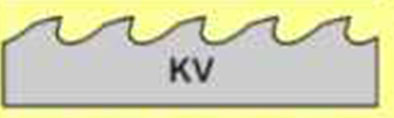
- KV. Utiliser sur des rubans larges (jusqu'à 80 mm) pour scier le bois tendre.
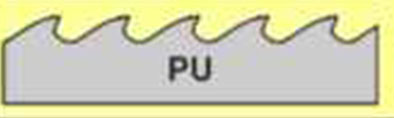
- PU. Utilisé pour le sciage bois massif sur des bandes de plus de 80 mm de large.
Dentée
Les dents des scies sont divorcées afin de réduire le frottement de la lame sur la pièce et d'éviter son coincement. La largeur de coupe doit dépasser l’épaisseur de l’appareil d’environ 30 à 60%.
La disposition des incisives peut être de trois types.
- Mise en page classique. Les dents ont vu se pencher dans des directions différentes en alternance et à la même distance.
- Stripping layout.
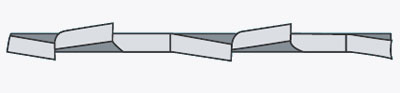
Toutes les deux dents, la suivante (troisième) ne se plie pas et a la forme d'un trapèze. La fraise est située au centre de l'outillage et définit la direction de la scie à ruban entière. Cette disposition est utilisée pour les scies travaillant sur des matériaux durs.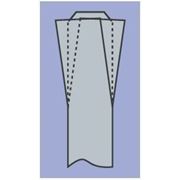
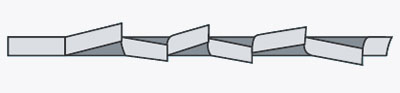
- Disposition des vagues considéré comme le plus difficile. Les incisives sont pliées en forme de vague dans différentes directions.
Il est important de savoir que, tout en effectuant la disposition des dents, tout l'outil n'est pas plié, mais sa partie: de 1/3 à 2/3 de la distance depuis le haut de la dent. Chaque fabricant d’outils recommande sa propre déviation de dent sur le côté. Mais en moyenne, il est compris entre 0,3 et 0,7 mm.
Plus le matériau est mou, plus la scie doit être résistante et inversement. Mais il est impossible d'autoriser un tel câblage des incisives, de sorte qu'au centre de la coupe, il ne devrait pas y avoir de sections coupées. Il faut veiller à ce que les dents s’écartent sur le côté. la même distance. Si le câblage est irrégulier, la scie à ruban se déplacera du côté où les dents ont une inclinaison plus forte.
Scies à ruban à affûter
Bien sûr, il est préférable d'affûter une scie à ruban sur une machine spéciale, dans des ateliers spécialisés. Oui, et des scies à affûter professionnelles bon marché. Mais si, pour une raison quelconque, vous n’avez pas la capacité de transporter une scie à affûter, l’outil peut être modifié indépendamment.
Scies à ruban à affûter produites par petit fichier ou fichier sur les bords avant et arrière de l'incisive avec plusieurs mouvements (3-4) pour chaque dent.

Aussi scie à ruban peut aiguiser en utilisant un graveuren utilisant un outil conçu pour affûter les tronçonneuses.


L'équipement est inséré dans le graveur et l'incisive est affûtée par de légers mouvements sur la partie supérieure de l'incisive.

Il n'est pas nécessaire de prendre un métal fort, il suffit de l'alléger.
Vous pouvez aussi essayer d’affiner et de scies à métaux. Mais en général, elles ne sont pas affûtées, car la partie coupante de ces bandes de scie est soit bimétal, soit présente une zone de trempe. Les dents de ces rubans fonctionnent jusqu’à s’effriter et peuvent présenter des microfissures.S'ils sont repassés, ils commenceront à s'effriter plus rapidement ou ils commenceront à couper encore plus mal.
/rating_off.png)











